



宁夏宁字宁好商贸有限公司
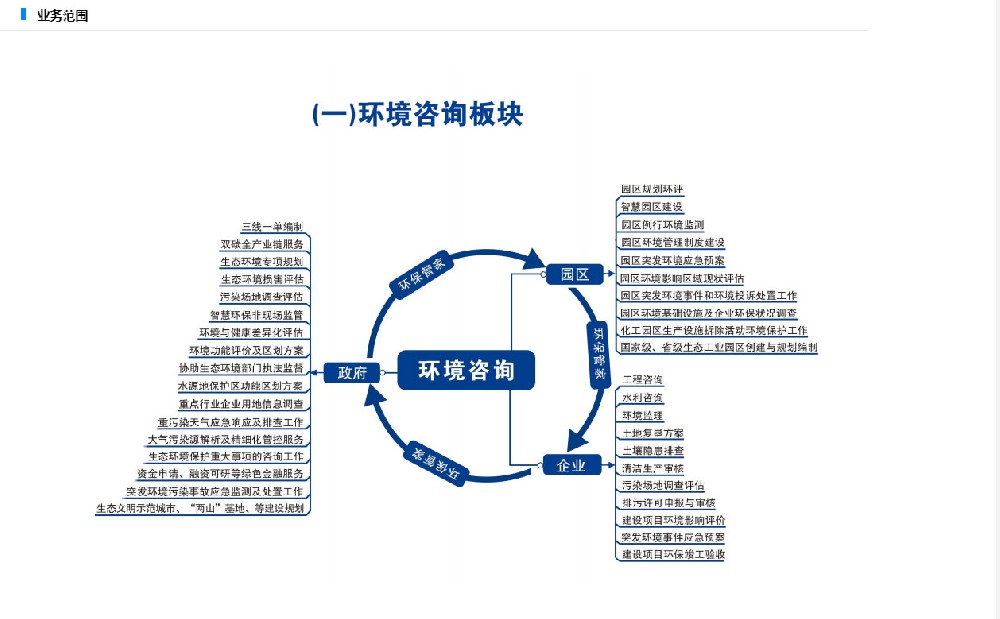
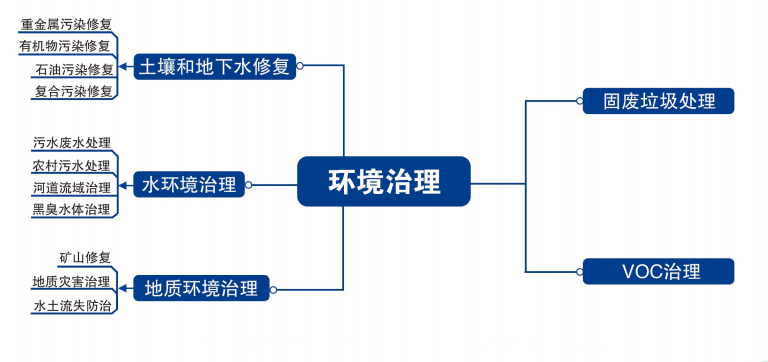
宁好环境环保服务公司是一种专业的服务机构,主要致力于提供各种环境保护相关的服务和解决方案。服务涵盖评价咨询、三同时验收、应急预案清洁生产、环境监测、环保法律法规、排污证办理、企业安环顾问等。其主要业务包括以下几个方面:1.?环境评估与监测:环保服务公司可以为企业和政府机构提供环境评估和监测服务,包括空气、水、土壤等方面的环境监测和评估。2.?污染治理:环保服务公司可以为企业提供污染治理解决方案,包括废水、废气、固废等污染治理方面的技术和咨询服务。3.?节能减排:环保服务公司可以为企业提供能源管理和节能减排的解决方案,帮助企业降低生产成本,提高能源利用效率。4.?环境治理培训及运营:环保服务公司
2013
成立于2013年

1000
注册资金1000万元
30+
产品畅销国内30多个省市
8大
产品类别
9大
产品优势
15+
超过15项国内外认证











